Dispensing booths, also known as sampling or weighing booths, are vital equipment in various industries, providing a safe and controlled environment for material handling activities like sample preparation, weighing, and analysis.
These booths employ unidirectional airflow with negative pressure in the working area to prevent operator exposure to potentially hazardous materials. Differential pressure gauges in Dispensing Booth play a critical role in maintaining the integrity and performance of this equipment. Let's delve deeper into their functions within these specialized workspaces.
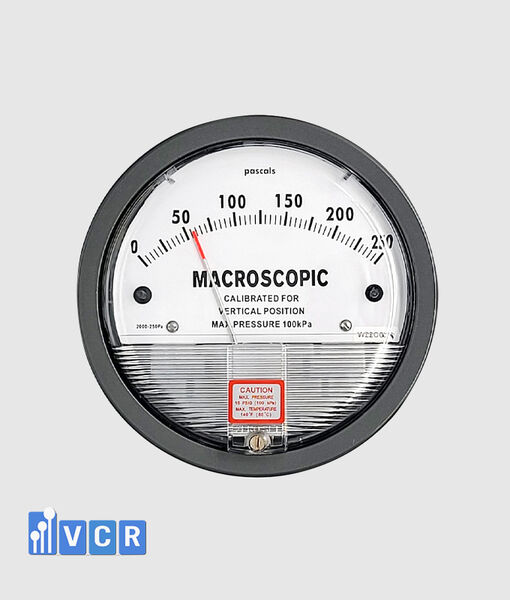
Differential Pressure Gauges: Measuring Filter Performance

Dispensing booths typically utilize three to four differential pressure gauges, each dedicated to monitoring a specific filter stage:
Pre-filter:
This gauge measures the pressure difference across the pre-filter, which removes larger particles like dust and debris. A significant increase in the measured pressure difference indicates filter saturation, prompting timely replacement to prevent:
- Reduced pre-filter performance
- Increased workload on downstream filters like the medium filter and HEPA filter, leading to their premature clogging and reduced lifespan
Medium Filter:
This gauge monitors the pressure difference across the medium filter, which captures smaller particles than the pre-filter. A rise in the measured pressure difference signifies filter saturation and necessitates replacement to avoid:
- Compromised filtration efficiency
- Increased burden on the HEPA filter, shortening its lifespan and potentially impacting its performance
HEPA Filter (High-Efficiency Particulate Air Filter):
This gauge measures the pressure difference across the HEPA filter, the final stage responsible for capturing the most critical airborne particles. An increase in the measured pressure difference indicates:
- The need for HEPA filter replacement to ensure the dispensing booth maintains the required cleanliness level and adheres to safety and environmental regulations
See more:
Differential Pressure Gauges for Air Filters
High Differential Pressure in Cleanrooms
Negative Pressure Differential Gauge: Ensuring Controlled Environment
An additional gauge monitors the negative pressure within the dispensing booth. Maintaining a specific level of negative pressure is crucial for:
- Preventing the escape of potentially contaminated air: Adequate negative pressure ensures contaminants are drawn into the filtration system, safeguarding the surrounding environment and personnel.
- Maintaining laminar airflow: Negative pressure facilitates unidirectional airflow, preventing turbulence and ensuring clean air is evenly distributed within the dispensing booth.

See more: Differential Pressure Gauge in Pharmaceuticals Cleanrooms
Conclusion
Differential pressure gauges are not merely monitoring instruments; they are vital components of dispensing booths. By continuously monitoring filter performance and negative pressure levels, these gauges enable:
- Proactive filter replacement: This maximizes filtration efficiency, minimizing the risk of contamination and premature failure of subsequent filters.
- Maintenance of a safe and controlled work environment: Proper filtration and negative pressure safeguard operators from hazardous materials and ensure product integrity.
Understanding the functions of differential pressure gauges empowers personnel to maintain optimal performance and safety within dispensing booths.